Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinRetrofit of a Superstar for More Sustainability and Performance: The EconoDUAL 3 Black Series
The Infineon EconoDUAL™ 3 (ED3) has been in use since 2005 in key applications such as general-purpose drives (GPD), electric buses and trucks, solar and wind systems, uninterruptible power supplies (UPS), chargers, and traction. It is available today with a variety of IGBT technologies and topologies as well as with integrated shunts. After 15 years, it is now time for a retrofit to adapt this package to modern market requirements.
This article introduces the features of the new EconoDUAL 3 Black Series, combined with the advantages of the tried and tested former model. With respect to sustainability and the economical use of natural resources, the copper content of the new component has been significantly reduced without compromising the performance of the device.
The new device FF600R12BE7_B11 (BE7) was tested using the 1200 V TRENCHSTOP™ IGBT7 and the emitter-controlled diode EC7 technology.
Mechanical Design
The mechanical design of the EconoDUAL 3 Black Series was improved with respect to the predecessor model to further simplify production at the customer’s site, and to prepare the housing for future chip generations. Also, in terms of sustainability and to ensure that natural resources are used sparingly, the copper content of the new component was reduced by eliminating the copper baseplate. This provides more stable prices as a result. To compensate for the baseplate removal, a new substrate and housing concept was developed with a sophisticated solution for heat-sink connections.
Automated Inverter Production
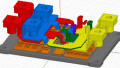
To simplify automated inverter production, the new EconoDUAL 3 Black Series is equipped with four reference elements, two on the top and two on the bottom side, see figure 1, left side.
These new reference elements enable the module to be accurately positioned on the inverter manufacturer’s automated production tool. The elements form the system of reference for the device and are the best positioning aid for the customer. To take advantage of this feature, standard dowel pins, as per ISO 2338, can be used in customers’ handling grippers, heat sinks and in any production process: manual, semi-automated or highly automated. Moreover, inverter manufacturers can use less expensive bus bars with higher tolerance owing to the high-precision positioning of the module.
Fit for the New IGBT Generation
New generations of IGBTs are usually developed for higher operating temperatures as compared to former generations. As a first step, the EconoDUAL 3 Black Series will be equipped with the 600 A, 1200 V Trenchstop IGBT 7 technology. The materials (plastic, gel, ceramic and terminal material) were selected bearing in mind the expected thermal load of current and future chip generations.
Press-in Process
Fifteen years ago, the conventional way to build an inverter in the medium-power range was to screw copper bus bars to the AC and DC terminals and solder the driver PCB to the auxiliary terminals. This required manual work, as these production steps were challenging for the automation process. With the arrival of the press-in process, which replaced PCB soldering, and the introduction of high-current PCBs as a substitute for single bus bars, the automation process now has fewer assembly steps and has become simpler for inverters in the ED3 power range. For a 3-phase configuration, up to three modules are pressed into the PCB and screwed down to the heat sink. The drawing in figure 1, right side, depicts examples of three modules connected to a high-current PCB and heat sink, including DC-link capacitors.

Figure 1. Left side: EconoDUAL 3 Black Series: two of four reference elements are visible in blue. Right side: Three EconoDUAL 3 Black Series (black) and capacitor bank (grey-blue) connected via the press-in process (auxiliary terminals) and screws (main terminals) to a high-current PCB (green). Positioning of the PCB using dowel pins (blue) and the new reference elements. The power module is screwed on an air-cooled heat sink (grey). Image used courtesy of Bodo’s Power Systems
The four new reference elements mentioned in Section 1.1 are helpful for the press-in process, since the positioning between modules, and between the module and the high-current PCB or driver board, is performed with high precision. Machines are able to perform the assembly process, as all component positions are relative to each other, and clearly defined mechanically. A further point to consider is the tolerance of the height of the four devices connected to the PCB and to the heat sink. The devices must be of similar height to avoid mechanical stress between the connected parts and to guarantee that every pin is properly connected to the PCB. For the new EconoDUAL 3 Black Series, the module height is determined by the plastic housing, resulting in very few height differences between the different modules.
Single Substrate with High Mechanical Robustness
The substrate has to fulfill many different requirements. It must protect the inside of the module, support the chips, and insulate the heat sink against electrical potential. Additionally, providing a good connection to the heat sink will ensure low thermal junction-to-heat sink resistance (RTH_JH). Some of the above-mentioned functions can be controlled by the material and thickness of the substrate.
For the EconoDUAL 3 Black Series, the selected substrate ensures the lowest thermal junction-to-heat sink resistance for this concept, as well as high mechanical robustness. To demonstrate its mechanical robustness, a test was performed in which high force was applied simultaneously to the standard ED3 and to the ED3 Black Series, using the test setup shown in figure 2.

Figure 2. Left side: robustness test setup. Right side: A sketch of the test setup showing EconoDUAL 3 (bottom side) and EconoDUAL 3 Black Series (top side) in the mechanical robustness test. Modules connected via metal bar on the main terminals and force applied from top center (green arrow). Image used courtesy of Bodo’s Power Systems
The test applies forces that are much higher than those allowed in the specification to demonstrate the high resilience of the new module compared to the former device, which is in itself highly robust. More than 4000 N is applied until breakdown of the EconoDUAL 3 device. The new EconoDUAL 3 Black Series shows no failure, demonstrating its high robustness. Figure 3 shows the device and the results of the module analysis after the test.

Figure 3. Photo of the EconoDUAL 3 Black Series after mechanical robustness test. No damage is visible and the substrate is intact. Image used courtesy of Bodo’s Power Systems
It clearly shows that the new module withstands the rigorous robustness test without damage. With its high mechanical robustness and the new presented features, the new EconoDUAL 3 Black Series is suitable for all types of inverter production, whether fully automated or manual.
Thermal Interface Material
Owing to the selected module materials, the substrate can be very flat. Therefore, it is important to carefully observe the process of applying thermal grease to prevent the wrong amount of grease from affecting performance. Also, the material used has a big impact on thermal performance. Figure 4 demonstrates the impact on thermal resistance using three different types of thermal grease.
For Infineon datasheet values, a thermal grease with 1 W/mK is used to define RTH_JH. Using Infineon’s TIM [1] or higher thermal conductivity grease improves the RTH_JH by 12 percent, respectively 24 percent.

Figure 4. Comparison of thermal resistance, junction to heat sink, using different thermal grease materials. Image used courtesy of Bodo’s Power Systems
Module Qualification
For the new module concept, a dedicated module qualification procedure was developed. Besides the industrial qualification tests, which are based on the well-known IEC standards, and include, among other things, tests for storage, power cycling, thermal cycling, TST and vibration, three other types of tests were created and conducted.
To evaluate the stability of the thermal resistance, an additional storage test was introduced, which was based on the lifetime model of the material. The press-down force, which is applied to the DCB by the package, changes with temperature and time. These changes in force were evaluated, the results of which were used to conduct an active thermal-cycling test in a special module design. The special design enabled the press-down force to be varied, as per the results of the above-mentioned evaluation. Under the cycling conditions, the thermal resistance remained stable even with a varying press-down force.
Additionally, several module samples were tested under application conditions. Here, tests were conducted with air and water-cooled heat sinks using a wide range of electrical parameters to stress the IGBTs and diodes. Even when the inverter was put in a chamber at -40°C during the test break, there was no impact on the performance of the new device after it was restarted. In total, over 800 hours of application testing were conducted. Figure 5 illustrates the test strategy.

Figure 5. Illustration of the qualification strategy for the EconoDUAL 3 Black Series. Image used courtesy of Bodo’s Power Systems
Electrical Aspects
The following section compares the new FF600R12BE7_B11 device, equipped with a 600 A and 1200 V IGBT 7 chipset, with the predecessor FF600R12ME4_B72 device. The removal of the copper baseplate and the reduction of chip size [2] were compensated for by a smart DCB design and a new IGBT technology aimed at achieving good thermal spreading and low switching and static losses.
Electrical Losses
In the new module, a single substrate is used to accommodate the complete circuit. Compared to a solution with two or three substrates, the new solution does not waste space on system bond wires, which in turn reduces parasitic inductance and resistance. The chips can be positioned with a high degree of freedom. The placement of the IGBTs and diodes is improved in the new ED3 Black Series package, leading to a faster IGBT turn-on, and thus, lower IGBT losses. The new generation device enables faster switching without being affected by oscillation up to a du/dt10..90 of 7 kV/µs. In [4], the switching performance of the new 600 A is presented in detail and compared with the former 600 A device. The FF600R12ME4_B72 device is able to operate up to 4 kV/µs du/ dt10..90 without oscillations at 60 A and 25°C. The FF600R12BE7_ B11 is able to switch up to 7 kV/µs without oscillations, giving users a high degree of freedom if the application allows for faster switching. A detailed explanation on this subject can also be found in [2]. The described advantages, improved static losses and module lead resistance RCC`EE` are summarized in figure 6.

Figure 6. Switching loss comparison between ME4_B72 and BE7_B11 (gate resistor adjusted at maximum switching speed without oscillations at 25°C and 60 A); additionally, static loss and module lead resistance (RCC’+EE’) comparison. Image used courtesy of Bodo’s Power Systems
With the new IGBT 7 and the single-DCB solution, chips are positioned in such a way that the turn-on losses can be reduced by more than half compared with the former generation. Even the recovery losses were reduced by over 20 percent, while the diode static losses at 150°C stayed the same. The turn-off losses remained at the same level, while IGBT static losses improved by 18 percent. Additionally, the single-DCB solution, combined with ultrasonically welded terminals, enabled a reduction of module lead resistance from 1 mΩ to 0.55 mΩ. For an application current of 450 A, this would result in 92 W lower losses to be dissipated via the heat sink. This results in more environmentally friendly products with lower energy consumption in operation.
Main Terminals
In the first decade of the 21st century, the IGBT 3 was the state-of-the-art semiconductor, which worked well in combination with the then newly developed EconoDUAL 3. In the meantime, the current density of successor chip technologies has enabled the nominal current for this device to double. However, as chip performance improves, the main terminals of the module may become a limiting factor in terms of current capability. For the EconoDUAL 3 Black Series, the best available technology is used to reduce the electrical resistance of the main terminals without changing the outer dimensions. This is done by using copper terminals that are ultrasonically welded to the substrate, instead of connections via bond wires between substrate and main terminal. At the same time, ultrasonic welding improves cooling in this part of the device. The terminal base area on the substrate has increased by 350 percent compared to a bond wire solution. The impact on performance will be presented in the next section.
Application Performance
To evaluate the performance in an inverter application, the old and new designs are both tested during operation. As the EconoDUAL 3 Black Series features a lid, which is part of the DCB press-down concept, a thermocouple measurement is used to gauge the IGBT and diode temperature. An infrared camera is used to check the temperature of the module terminal. For the performance test, the modules are placed on an air-cooled heat sink. The gate resistor for the FF600R12ME4_B72 was 1.5 Ω and for the FF600R12BE7_B11 0.5 Ω. This represents the maximum switching speed for both devices according to the criteria described in Section 2.
First, the temperature reduction at the terminals was evaluated under DC conditions, and then presented in figure 7. The new terminals significantly reduced temperature inside and outside the module. At the same time, the maximum measured temperature was now at the inverter bus bar and not inside the IGBT module. In a second step, an application AC test was performed, and the chip temperature was measured with thermocouples placed at the center of the hottest IGBT. The results shown in figure 10 represent the “hot spot” of the hottest chip. The test conditions were as described in the title of figure 8.

Figure 7. Temperature of the main terminal evaluated at the DC-link bus bar at the module terminal position. Left column: Inverter bus bar at module terminal position. Right column: Maximum temperature of the terminal including inner module. Image used courtesy of Bodo’s Power Systems

Figure 8. IGBT junction temperature as a function of the current under air-cooled inverter operation (for further test details, see diagram title). Image used courtesy of Bodo’s Power Systems
The new EconoDUAL 3 Black Series performs in a similar way to the FF600R12ME4_B72, and is able to achieve the same output current at 150°C IGBT hot-spot temperature. The reduction of chip size and the removal of the baseplate could be compensated for by the module concept and new chip technology. If the application allows the use of the IGBT 7 overload specification [3], the BE7_B11 outperforms the predecessor generation by 9 percent. Further improvement in output current can be achieved by applying thermal grease with high thermal conductivity. Here, the performance improvement allows for 53 A (+6.5 percent) and 80 A (+17.5 percent) more output current for continuous and overload operation, respectively, compared with the ME4_B72 device.
Summary
The new EconoDUAL 3 Black Series is equipped with many new features to meet the latest market requirements without relinquishing any of the key benefits of the EconoDUAL 3 package. The new device has been developed for high-accuracy positioning, and therefore for fully automated inverter production. At the same time, the new package enables a robustness level that can withstand any manual production line.
Combining the new IGBT 7 and EC7 technology with a smart DCB design, efficient heat-sink connection, and a clever selection of materials, the new EconoDUAL 3 uses fewer parts and less copper compared to the former generation. The high performance of the ED3 can be achieved, or even surpassed, depending on conditions. To highlight its superior robustness and reliability, a new qualification strategy based on the module concept was developed and successfully implemented.
Moreover, the new technology reflects modern trends toward resource conservation and sustainable living. The inverter manufacturer also has an economic advantage over the previous generation: a better price/performance ratio.
This article originally appeared in Bodo’s Power Systems magazine.