Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinChoosing Among Ceramic Substrates for Power Circuits
Designing modern power circuits starts with a choice of circuit material. This choice is critical for meeting performance goals. The material must often
Designing modern power circuits starts with a choice of circuit material. This choice is critical for meeting performance goals. The material must often support dense circuits with high voltages, so high isolation is essential. As thermal management is also important for reliability, these circuit materials must also provide excellent thermal conductivity.
Ceramic circuit materials can handle high voltages with high isolation and high thermal conductivity. However, ceramic materials have their differences, and knowing those differences can help ease the power circuit substrate selection process.
Ceramic Substrate Materials & EV/HEV Power Modules
Designing power circuits requires a substrate material suited to the application. New applications, such as power modules for electric vehicles (EVs) and hybrid electric vehicles (HEVs), call for higher voltage and power from smaller circuits, requiring circuit materials capable of providing high voltage isolation with the efficient dissipation of heat from densely packed semiconductor devices such as IGBTs and MOSFETs.
Ceramic substrate materials have the properties needed, but not all ceramic substrates are made the same. Attachment of copper to ceramic, for example, can be done in different ways, including by direct bond copper (DBC) or active metal brazing (AMB) processes. Knowing how ceramic substrates compare can help when specifying one for an application that must handle high voltage with high isolation and efficient dissipation of heat.
The number of EVs and HEVs are increasing steadily worldwide, with improvements in energy storage systems and consequent increases in range. Power circuits for these vehicles are built around switching diodes - IGBTs, and MOSFETs - and are designed to handle DC voltages from about 400 to 750 V; in some cases the voltages in EVs and HEVs can reach as high as 900 to 1200 V. Because space is limited in an EV or HEV, power circuits and modules are generally built into tight spaces. Fortunately, ceramic substrate materials can meet the electrical and mechanical requirements of EV and HEV power modules as well as many other power electronic applications.
The ceramic substrates include copper layers for fabrication of circuit patterns, heat sinks, and other electronic structures. Ceramic materials include alumina (Al2O3), aluminum nitride (AlN), and silicon nitride (Si3N4). Copper is bonded to the ceramic material by different methods, depending on the type of material, with the DBC process used for alumina and AlN and the AMB process an effective means of joining copper to Si3N4. The DBC process, which is performed at temperatures of about +1065ºC, forms a bond as a result of melting and diffusion between the ceramic substrate and the copper. The AMB process, with a lower process temperature of about +800ºC, creates a high-temperature brazed joint between pure copper and the Si3N4 ceramic material.
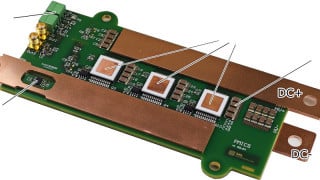
Both DBC and AMB ceramic substrates have properties suited for the high-power densities in EV/HEV power modules. The high electrical conductivity of copper supports high current; the excellent dielectric properties of the ceramic substrates enable the high isolation needed for densely packed circuits in power modules (Figure 1). Understanding how mechanical attributes, such as copper thickness and ceramic thickness, related to performance can help when attempting to optimize ceramic material parameters for electrical performance and effective thermal management.
Figure 1: Direct bond copper (DBC) and active metal brazing (AMB) are two processes for joining conductive copper to ceramic dielectric substrate materials.
As EVs and HEVs evolve and their supporting technologies (such as energy storage) with power electronics improve, the number of such vehicles produced each year will continue to grow. The increased weights and higher-performance requirements of EVs and HEVs will require high-voltage inverters with higher current capacities. Diodes, IGBTs, and MOSFETs used as switching devices in vehicle power circuits are available from a number of suppliers.
These semiconductors are rated for different operating voltages (VCES) and isolation voltages (VISOL), and the supporting power circuits and their substrate materials must provide the performance for reliable operation at the required voltage and power levels.
The isolation test voltage for power semiconductor devices is included in various standards and regulations for EVs and HEVs. It refers to a maximum voltage applied between the device terminals and the insulated module base plate without electrical breakdown occurring. For an active device mounted on a circuit substrate, the dielectric strength and thickness of the substrate material will impact the isolation voltage. Ceramic substrate materials provide a high dielectric strength of greater than 20 kV/mm in favor of handling high-voltage circuits and devices.
The thickness of the ceramic substrate material will determine the isolation voltage possible for a particular circuit, with thicker materials supporting higher voltage isolation. For example, a ceramic substrate with 0.38-mm thickness supports isolation voltages as high as 6 kV, while a 0.63-mm-thick ceramic substrate is capable of isolation voltage to about 13 kV. Therefore, thicker ceramic substrates enable thicker isolation voltages.
How Electric Vehicles Deal With Heat
The common design goals for EVs and HEVs of minimizing the size of electronic components has resulted in a trend towards smaller power modules at higher power levels, which invariably leads to thermal issues. Even the most efficient power semiconductors produce thermal energy as a byproduct of current flow through an active device, such as an IGBT or MOSFET. To ensure reliability and long operating lifetime, the heat must be removed, and this can be effectively accomplished through the use of circuit substrate materials with high thermal conductivity, such as ceramic substrates.
The amount of heat that must be managed for a given device will be a function of power produced by the device, with higher power levels producing more heat. DBC and AMB ceramic substrates have different thermal characteristics, such as thermal resistance (Rth) and thermal conductivity, which serve as guidelines for which material is better suited for different power levels. At +20ºC, for example, the thermal conductivity of alumina (Al2O3) is 24 W/mK while that of silicon nitride (Si3N4) is 90 W/mK. But for AlN, the thermal conductivity is 170 W/mK, which makes it the clear-cut choice for extremely high-power, high-power-density circuits in which heat must be dissipated at any cost. When low thermal resistance is needed to dissipate large amounts of heat, this can also be accomplished by reducing the thickness of the ceramic substrate, increasing the area of the copper upon which the active device is mounted, and increasing the thickness of the copper layer (Figure 2).
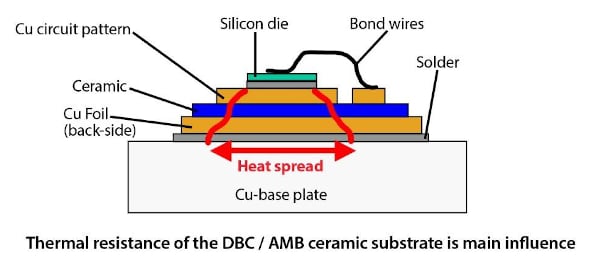
Figure 2: The thermal resistance of a DBC or AMB ceramic substrate is affected by the ceramic thickness as well as the copper thickness.
Another material-related parameter to consider as part of a search for a power circuit substrate material for EVs and HEVs is the coefficient of thermal expansion (CTE), which describes how different materials expand and contract with temperature. Two materials physically joined with two different CTEs can suffer stress with large changes in temperature because of materials specific thermal conductivity. Optimally, any mismatch in CTEs, such as those of a silicon IGBT or MOSFET and its circuit substrate, should be minimized to reduce thermally caused mechanical stress at the interface of the two different materials.
Fortunately, the low CTEs for ceramic substrates - 6.8 ppm/K for alumina, 2.5 ppm/K for silicon nitride, and 4.7 ppm/K for AlN - are compatible with the low CTE of silicon transistor die (about 2.6 ppm/K). By forming device lead frames combined of ceramic and copper, the CTE is lower than that of lead frames made of bare copper. The use of low-CTE ceramic helps to compensate for CTE mismatches between the silicon chip and the chip solder (with a CTE of about 22 ppm/K) used for die attachment.
About the Author
Olivier Mathieu holds a master degree in material science from Institut National des Sciences Appliquées Rennes, France. He has been with Rogers Corporation since 2006. Starting as an application engineer, Olivier provided global technical support for metallized ceramic substrates and microchannel coolers. Later he became head of technical marketing before being appointed product innovation manager for curamik® electronics at Rogers Power Electronics Solutions.
This article originally appeared in the Bodo’s Power Systems magazine.