Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinExamining the Benefits of Baseplate-Less Power Modules
This article compares baseplate and baseplate-less power modules in terms of mechanical, electrical, and thermal performance.
This article is published by EEPower as part of an exclusive digital content partnership with Bodo’s Power Systems.
Just imagine if a baseplate-less power module could have a similar or even better capability compared to a baseplate module. Just imagine you could design a smaller and lighter application than ever. There is no heavy baseplate. No degradation of the system solder. There is no need for multiple DCBs and electrical connections. There is more space for semiconductors, less stray inductance, and small commutation loops—no restrictions on DCB isolation materials. Al2O3, Si3N4, and even AlN work out of the box for superior thermal resistance.
Vincotech has developed a housing called VINcoPress that comes with unexpected performance.

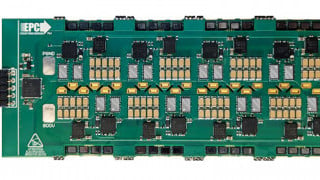
Figure 1. Flow S3 power module. Image used courtesy of Bodo’s Power Systems [PDF]
VINcoPress Power Module Housing
A low-cost baseplate-free housing can be used for string solar inverters of up to 300 kW, especially for three-level topologies. The housing is not limited to any topology and can be used for applications like motor drives, charger stations, and UPS.
String inverters must be light and small and do not need overload capability. Therefore, a baseplate might not be required. The bigger a single DCB is, the more difficult it is to get good pressure to the heatsink. To overcome this drawback, VINcoPress was born.

Figure 2. Principle of VINcoPress technology. Image used courtesy of Bodo’s Power Systems [PDF]
The pressure to the heatsink does not come from the mounting screws, a pre-bend baseplate, or a small plastic pin in the middle of the housing that bends the DCB to convex. In this case, the pressure comes from the lid. The flow S3 module (Figure 1) consists of a plastic frame that holds just the DCB and the plastic housing. The plastic housing performs the magic, pressing onto the silicone gel, which delivers a uniform force inside the plastic frame and pushes the complete module down to the heatsink. A small gap of less than 1 mm between the housing and the heatsink–where the screws are placed to mount the module–ensures a high long-term force when the plastic is screwed to the heatsink.
As no pre-bending is needed and the pressure is uniform to the complete DCB, fragile substrates like aluminum nitride AlN can be used without concern. The usable area on the DCB to place semiconductors, pins, and bond wires is comparable to the well-known base-plated flow 2 module or the baseplate-less flow E2.
Thermal Resistance
It is difficult to make a thermal comparison as the Rth depends on the DCB layout. How much copper surrounds the semiconductor, and how close are the chips to each other? Are they close to the module edges or in the middle? A fair comparison is difficult.
A look at different module datasheets with the same chip results in the following:
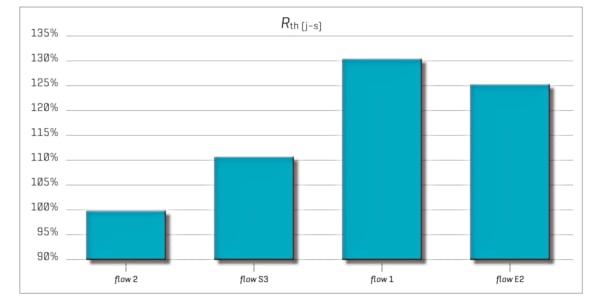
Figure 3. Rth comparison of different technologies. Image used courtesy of Bodo’s Power Systems [PDF]
This is the first time a DCB module comes close to a power module with a 3 mm copper baseplate. In this example, flow S3, which has a 0.38 mm Al2O3 substrate, performs approximately 11% worse than flow 2 with the same substrate. Other studies have shown only 6%.
However, it performs far better than a baseplate-less flow 1 module based on a 0.63 mm substrate. The last module in this comparison is the flow E2, which is based on a thin Al2O3 ceramic with a thickness of 0.38 mm.
Thermal Impedance
The following chart shows a comparison of the thermal impedance for flow 2 and flow S3 with the same semiconductor:
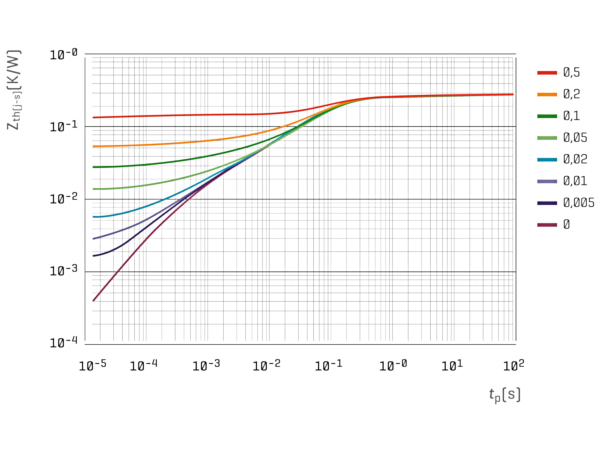
Image used courtesy of Bodo’s Power Systems [PDF]
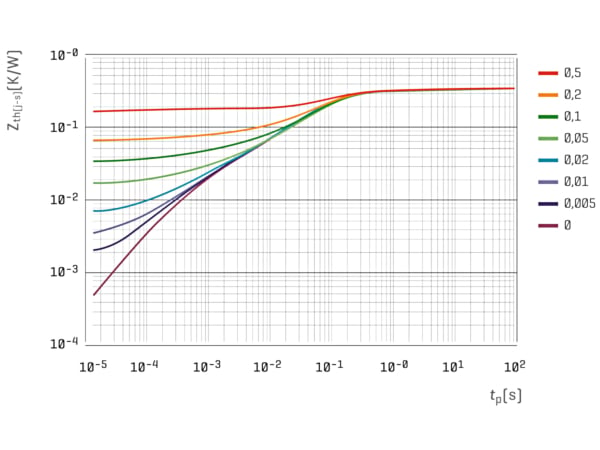
Figure 4. Zth comparison of flow 2 on the left and flow S3 on the right. Image used courtesy of Bodo’s Power Systems [PDF]
The baseplate helps for short pulses, as shown in Figure 4, but not as much as other technologies. VINcoPress presses the module with such high pressure on the heatsink that the heatsink takes over the job of the baseplate and absorbs some energy. It’s not as good as the baseplate, but it’s close. This also strongly depends on the thermal interface material used.
Reliability
Reliability is one of the most important factors. It is easy to consider a bad Rth, a high stray inductance, or bad switching performance. However, lifetime estimations, FIT, failure mechanism, and warranty differ.
One difference can already be seen. This is the first module without a nickel-plated DCB. All Vincotech’s DCB modules have nickel plating, as nickel prevents dendrite growth. Dendrites like to grow in sulfur-contaminated environments. The absence of nickel positively affects power cycling and might not be needed to prevent dendrites as the environment is better today.
The advanced solder material also helps. Vincotech investigated the power cycling seconds capability and the so-called high-temperature forward bias, where the power module is kept at a high temperature for a long time. The failure mechanism is an increase in thermal resistance due to a void in the middle of the semiconductor. In contrast, the failure mechanism for the power cycling seconds test is an increase in Rth or the bond wire lift-off.
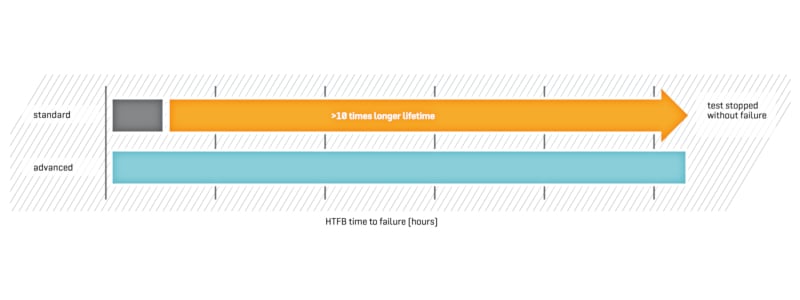
Image used courtesy of Bodo’s Power Systems [PDF]

Figure 5. HTFB for the standard and advanced solder alloy and failure mode. Image used courtesy of Bodo’s Power Systems [PDF]
The comparison is between a Ni-plated DCB with standard solder material and a pure copper DCB, where the advanced solder material was used. The test condition during this investigation is a current that lets the semiconductor’s temperature rise to 150°C. It is kept at that temperature until an Rth increase of 20%. This test was stopped at ten times the usual lifetime, and no failure was triggered, meaning the usable maximum junction temperature could be increased with the new solder alloy.
Comparing the standard and the new solder alloy on a standard Ni-plated DCB results in at least eight times the lifetime. Whereas the high-temperature forward bias is of interest for solder applications, the power cycling seconds capability is mandatory for drive applications.

Figure 6. Old vs. new solder. Image used courtesy of Bodo’s Power Systems [PDF]
The test was performed at a ΔT of 90 K, a virtual maximum junction temperature of 150°C, and an on-time of 2 s, resulting in an increase of a factor of 1.9 from 72 kcycles to 136 kcycles based on a Ni-plated DCB. Therefore, an even higher reliability is expected for non-nickel-plated DCBs. Using the new advanced solder alloy and driving a component to 175°C leads to a longer lifetime than the standard solder with a semiconductor temperature of 150°C.
The absence of a copper baseplate does not lead to system solder delamination, so reliability does not suffer in applications with high thermal cyclings, like charger stations.
Baseplate vs. Baseplate-Less Power Module Housings
The VINcoPress technology experienced better thermal resistance than standard DCB module technologies, and the thermal impedance is close to modules with a copper baseplate. The complete construction of the flow S3 module offers better mechanical robustness and makes using AlN DCBs possible. There was no system solder delamination due to a missing baseplate. The advanced solder alloy allows higher operation junction temperatures and longer life. The flow S3 module’s unique features make it ideal for a range of applications. Ceramic capacitors can be assembled based on free pin positioning technology used for many years in Vincotech modules to lower the overvoltage shoot during turn-off.
This article originally appeared in Bodo’s Power Systems [PDF] magazine.