Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinApplying Silver Low-Temperature Sintering Technology
This article discusses the application of technologies of low-temperature sintering of silicon wafers and molybdenum discs using the silver nanoparticles
The main idea, which is discussed in this article, is the aspects of increasing the reliability of power semiconductors with 80 mm and more diameter semiconductor chip applying the technologies of low-temperature sintering of silicon wafers and molybdenum discs using the silver nanoparticles. In addition, the dependence between the joint weld porosity and cycling capability of an experimental sample is examined, as well as the optimal pressure and temperature range of sintering process is defined.
Introduction
The technology of low-temperature sintering is widely used nowadays in the semiconductor power electronics [1, 4]. The one of the advantageous trends is the usage of this technology for connecting the silicon crystal and molybdenum discs of high and ultra-high power thyristors and diodes which are based on the 80-150 mm silicon crystal.
Sintering usage experience of high-powered single-chip thyristors and diodes is representing such advantages of this technology as improved cycling capacity [3, 4], reduced thermal resistance [2, 3, 4] as well as increased surge current values [1]. Moreover, the described technology possesses the significant benefit of the emitted layer surface injection index values [6]. Nowadays the trend for nanoparticles based silver-bearing materials is increasing.
The appliance of such materials allows decreasing the pressure and temperature during the sintering process due to the increased free energy of nanoparticles. In its turn the too high level of free energy may lead to the internal mechanical stresses during the sintering process, which might be reduced by the increasing the joint weld porosity though that generates a range of other issues, which is investigated below.
Thus, for producing the power semiconductors it is significant to determine the balance of minimal pressure and temperature values during the sintering process and the porosity of the result joint.
The process mechanism of sintering
The sintering technology is based on the diffusion principles of welding and plastic deformation of silver. At that the driving force of sintering is the free energy store on the surface of silver particles.
The main sintering process model is the Mackenzie Shuttleworth model [5]:
`(dρ)/(dt)=(3γ)/(2r_0 η(T) ) (1-ρ_0 )`
γ – free surface energy;
r0 – initial radius of a spherical hole;
ρ0 – initial porosity;
η(T) – weld viscosity – temperature relation.
Moreover, silver nanoparticles free energy values are increasing with the silver particles scale decrease.

Table 1: The relation between free surface energy and scale of silver-bearing particles
The increment of free energy allows to decrease sintering temperature. At its turn temperature decrease has a positive effect on residual stress values in the silicon structure. However, sintering might proceed very intensively through high level of free energy, which may lead to internal mechanical stress and weld cracking. It is possible to prevent these negative effects by the means of increasing the porosity of the joint, as it leads to the increase of elasticity (decrease of Young’s tensile modulus). Otherwise, the increasing porosity exacerbates the thermal conductivity of the weld, which might have a negative influence on thermal impedance of the semiconductor component.
Moreover, there is one more negative effect, which is typical for thyristors and diodes based on the large area crystals and which are mounted in tablet housings. While the process of thermocycling of such components the tangential mechanical strengths are transferred to the semiconductor element from the upper and lower copper disks by the friction. Herein the molybdenum thermal compensator, which is a constituent part of a semiconductor element, compensates the impact of such strengths. However, the decrease of Young’s tensile modulus results in the destruction of the silicon wafer as the molybdenum thermal compensator ceases to carry out its functions.
Producing the semiconductor components with 80 mm silicon crystals it is sufficient to provide such porosity values that internal tensions would not occur during the sintering, both with critical exacerbation of thermal impedance and weld durability.
Experimental samples
For the aims of a research of the relation between thermocycling capacity and porosity of the joint and determination of the optimal temperature and pressure range of values during the sintering process the experimental samples of thyristor TFI393-2500-28 with the 100 mm semiconductor designed for repetitive reverse voltage of 2800 V and mean current of 2500 А were produced. Silver films based on silver nanoparticles were used as sintering material. The samples were produced using the following process conditions: temperature range 195 – 2350С; pressure range 5 - 20 МPа.
The opportunities for increasing the power bipolar components reliability
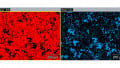
In the figure 1 the dependence between the result joint porosity and low-temperature sintering process conditions.

Figure 1: The dependence between the porosity of the result joint and low-temperature sintering process conditions
Using the experimental samples thermocycling capacity tests were carried out using the following process conditions — thermal gradient from 25 to 150 0С (value = 125 0С); quantity of cycles = 100; and the following results were obtained (Figure 2):
- Thermocycling capacity of the samples produced under the temperature less than 220 °С did not exceed 10-15 cycles, i.e. the porosity of the result joint was obviously surplus.
- Thermocycling capacity of the samples produced under the temperature of 220-235 °С and pressure not more than 10 MPa did not exceed 10-15 cycles as well.
- The increase of pressure up to more than 12 MPa leads to the thermocycling capacity boost.
- For the samples produced under the conditions of 20 MPa pressure and 235°С temperature the destruction and characteristics degradation was not determined.
The test results should be combined with the porosity alterations of the weld produced under various sintering process conditions (Figure 3). It could be derived from the picture 3 that acceptable thermocycling capacity would be achieved providing the condition of weld porosity not more than 7 %.
The results of the research allow to calculate and forecast the pressure and temperature value range, with which nano material sintering gives an opportunity to achieve a high thermocycling capacity silicon-molybdenum joint for thyristors and diodes with large area crystals, (Figure 4).

Figure 2: The dependence between thermocycling capacity of samples and low-temperature sintering process conditions

Figure 3: The dependence between thermocycling capacity of samples and porosity of the joint

Figure 4: The area of thermocycling capacity of samples (between the lines)
Conclusion
In this article, the influence of sintering process conditions using silver nanoparticles on the weld porosity and thermocycling capacity, obtained by joining silicon crystals of large area with molybdenum wafers is researched. The relation between the thermocycling capacity of the experimental samples and weld porosity is demonstrated. Moreover, it is proved that a prerequisite requirement for maintaining the thermocycling capacity of thyristors and diodes with silicon crystals of large area in tablet housings is a value of weld porosity not more than 7%. The temperature and pressure value range for sintering process of silver-bearing materials based on nanoparticles is defined. This value range allows to calculate and forecast high level of thermocycling capacity of the weld referring to the components mentioned above.
About Proton-Electrotex
Proton-Electrotex is one of the Russian leaders in the design and manufacture of power semiconductor diodes, thyristors, modules, coolers, IGBTs (IGBTs), as well as power units for use in various electric energy converters. The company was founded and began production in 1996 on the leased premises of the Proton plant. Since then, Proton-Electrotex has developed its own infrastructure for the entire production cycle. Production is equipped with modern production lines, measuring equipment of our own production and areas for “clean technologies” with full compliance with the requirements for electronic products and microelectronics.
References
- H. Schwarzbauer. Novel Large Area Joining Technique for Improved Power Device Performance. - IEEE Transactions on Industrial Applications, 27 (1), 1991, p. 93- 95.
- A. Chernikov, A. Stavtsev, A. Surma. Features of wafer - Mo joining by sintering of silver paste for large area silicon devices. – Proc. EPE’2013, Lille, 2013
- U. Scheuermann, P.Wiedl. Low Temperature Joining Technology-A High Reliability Alternative to Solder Contacts. - Workshop on Metal Ceramic Composites for Functional Application, Vienna, 1997, p 181-192.
- C. Göbl, P. Beckedahl, H. Braml. Low temperature sinter technology Die attachment for automotive power electronic applications. – Proc. Automotive Power Electronics, Paris ,2006.
- M.O.Prado, C. Fredericci, E.D. Zanotto. Glass sintering with concurrent crystallisation. Part 2.Nonisothermal sintering of jagged polydispersed particles. – Physics and Chemistry of Glasses, 43 (5), 2002.
- Dmitriy Titushkin, Alexey Suma. «New ways to produce fast power thyristors» - Bodo’s Power Systems 08, 2015, p. 28- 29.
This article originally appeared in the Bodo’s Power Systems magazine.