Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinNew Advances in Friction Stir Welding for Cold Plate Manufacture
This article discusses Columbia-Staver's successfully developed Friction Stir Welding and its thermal characteristics.
The electronics world is ever evolving, and today the trend towards wearable products, VR, and the connected world decreases the size of many products. Reliability is directly linked to cost and design engineers are under increasing pressure to reduce component volume, mass, and cost.
Friction Stir Welding
Thermal management of these devices with increased power and decreased space requires innovative solutions. To help fulfill the demands of the consumer electronics market for compact, complex-shaped cold plates, Columbia-Staver has successfully developed FSW (friction stir welding) of dissimilar grades of aluminum including die cast alloys. An efficient cold plate design capable of being integrated into these devices would almost certainly require a combination of complex external geometry and maximum internal surface area. What’s more, traditional manufacturing techniques capable of achieving these two desires would be prohibitively expensive.
In order to meet the thermal requirements and achieve the complex internal structure, cold forging was chosen as the manufacturing technology for the base. This allowed the production of an AL1070 part with high-density surface enhancements within a high-volume production/ low-cost environment.
To offer the complex geometry features of the upper half of the cold plate, diecasting was selected. ADC12, an aluminum alloy widely used for diecasting, enables the bespoke complex geometry to be produced in high volume and at low cost.

Figure 1. Leak Rate Requirements
The new innovation comes in the joining together of the AL1070 base and the ADC12 upper body. Columbia-Staver has been offering FSW (friction stir welding) cold plates for some time. This technology allows the fusion of two aluminum components by locally melting and mixing the materials. The joining of the different materials AL1070 and ADC12 required a back to the drawing board approach. Columbia-Staver used their extensive experience to develop design rules for the interface geometry between the two halves and spent considerable effort optimizing the critical FSW tool shape and the tool feed speed. The combination of joint geometry, tool shape, and feed speed enabled Columbia-Staver to achieve a high enough temperature to mix/weld both materials successfully without over-heating or melting the die-cast alloy.
In order to speed up development, Columbia-Staver designed a simplified cold plate that used a machined aluminum top section and a flat ADC12 bottom plate. These simplified cold plates could easily be pressure-tested and cross-sectioned in order to establish the joint strength and the joint diffusion.

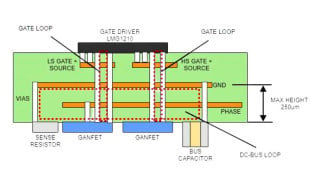
Figure 2. Machined aluminum top section and a flat ADC12 bottom plate
Once successful, the process was transferred on to the complex parts with their diecast ADC12 top section and cold forged AL1070 bottom. Columbia-Staver can now confirm that the technology is totally successful and production ready. In tests, it can be shown that it is possible to achieve leak tight cavities with only minimal fallout rates, which are linked to non-welding issues.
Initial prototypes and pre-production parts have been subjected to rigorous leak tightness and proof pressure tests and in all cases they exceeded expectations. Further, a helium leak test with stringent limits was applied, and all tested parts achieved leak rates smaller than the 10-6mbar l/s limits when tested in the outside-in method.
The parts were intended to withstand proof pressures in the region of 10bar. However, during practical experimentation, it was found that multiple parts reached 25bar. At this pressure, the test was stopped due to part distortion and the fact that the pressure was reaching the maximum capability of the test system. Overall this is seen as a very positive result. The next step will be the full life cycle qualification of these parts to ensure that there will be no fatigue failures over the pre-empted product life.

Figure 3. Withstand proof pressures in the region of 10bar
FSW Benefits
The major benefit of FSW as the manufacturing technology for high volume cold plates is the possibility of having a joining process which is CNC controlled. This eliminates operator error in more manual types of welding. Furthermore, FSW does not use any additional consumables in the form of filler materials or jointing foils. This reduces the amount of material used in processes and makes the risk of introducing additional contaminants into the cooling system less likely. The lack of additional material also eliminates the risk that deficiencies in these materials might lead to an incomplete joint. The FSW process only melts the material locally to the joint, so this means that the bulk of the material maintains its hardness, therefore, eliminating the need for complex heat treatment processes after the joining. This is a major benefit over competing processes such as vacuum brazing.
Another benefit is the relative cost of the manufacturing equipment being significantly lower than vacuum brazing, and production can be continuous rather than batch-based, with long-run and cooldown times.
Conclusion
In summary, this process offers extremely repeatable mechanically strong diffusion joints, and the ability to offer complex-shaped bespoke designs with super-enhanced inner structures at an attractive cost. Because of the inherent capability of diecasting to offer the vast majority of required features, this virtually eliminates the need for secondary machining processes.
Columbia-Staver offers a full range of thermal design services, including CFD, thermal design, mechanical design, and design for manufacture for a range of bespoke thermal products such as heat sinks, heat pipe assemblies, conduction cards and liquid cold plates as well as cooling systems.
About the Author
Andreas Engelhardt works as a Business Development Manager at Columbia-Staver Ltd.; supporting the diversification of the business towards higher engineering content products. He earned his Dipl. Ing. in European Mechanical Engineering (EMS) at the University of Applied Sciences Osnabrueck. He then acquired his Master of Engineering in Mechanical and Automotive Engineering at the University of Newcastle-upon-Tyne, a public research university located in North East of England. He also then acquired his Doctorate Degree in Built Environment - Engineering at the University of Nottingham in England.
This article originally appeared in the Bodo’sPower Systems magazine.