Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinDCM 1000 Designed to Meet the Future Demand of Electric Vehicle Drive Train
The acceleration of global warming and pollution, as well as international carbon emission targets, initiated a process to reduce emissions in all parts
The acceleration of global warming and pollution, as well as international carbon emission targets, initiated a process to reduce emissions in all parts of our living. These regulations to reduce pollution have even been further emphasized by the announcement that many large cities around the globe (1, 2, 3) plan to ban all vehicles with Internal Combustion Engines (ICE).
Saving energy, increasing efficiency and reducing emissions are trends that many countries and globally operating companies see as one of their important future targets.
Global trends and policies influence the automotive industry in many ways. Automobiles contribute around 12% of the total global carbon emissions, and many governments have started initiatives to increase the number of cleaner cars by either incentives or local rules and limitations (4).
The diesel emissions scandal and fast-moving digitalization of personal mobility increase the pressure on whole industries to radically change their products, themselves and to develop new technologies and business models to cope with future challenges.
Automotive drivetrain electrification in vehicles is a part of it. It is expected that in 2035 more than 40% of all vehicles are somehow electrified as BEV or PHEV (6).
The development in battery technology and prices, broader electrification and fast-growing markets like China will push time to market and cost-efficient technologies. Comparing the price of traditional vehicles with future xEV designs, cost-effective and flexible solutions will be needed to deal with expected price pressure and investments.
One way of providing performance and cost-efficiency are scalable mechanical and electrical platform solutions, which can be used in a range of different models/passenger cars. By having more of the same in different combinations, costs, development time and time to market can be significantly improved.

DCM™1000 Designed to meet the future demand of Electric Vehicle Drive Trains
DCM™1000
Danfoss Silicon Power actively supports the automotive industry with electronic components, helping to power up future drivetrain applications and achieving the challenging emission goals.
Most electrified vehicle powertrain traction inverter contains a multichip-semiconductor power module. It can comprise of IGBT and Diodes or MOSFET die, where the typical circuit topologies are half-bridges or six-pack.
Within the modules, efficient use of the semiconductors is key for achieving cost competitiveness in hybrid- and electric vehicle traction applications. As semiconductors are the main cost driver in power modules, roughly representing 50% of the module cost, making the most out of the semiconductors without derating and compromising the reliability and lifetime of the module, becomes a key discipline.
Getting the most of the semiconductors requires a multidisciplinary approach addressing material science, new bonding and joining technologies and innovative thermal management technologies; a holistic approach is key to the success of identifying the optimum solution from a technical and commercial aspect.
Danfoss has - through the past years - developed market-leading technologies, addressing all the aspects mentioned above. Well-known examples are the Danfoss Bond Buffer® (DBB®) (7-12) that combines sintered die attach and copper wire bonding, transfer molding processes for robust packages, to liquid cooling technologies namely ShowerPower® and SP3D® (13-24).
Danfoss introduces the optimized DCMTM 1000 technology platform for traction applications in hybrid electric and battery electric vehicles. Drivetrain inverters are designed to operate under harsh conditions; high-temperature cycles, humidity, mechanical shocks, and vibrations. The stringent shock and vibration requirements are addressed by the transfer molding process of the power module.
The following overview explains the technologies that are combined in the new DCMTM 1000 technology platform.
Danfoss Bond Buffer® technology (DBB®)
Standard aluminum wire bonding technology is limited by the current-carrying capability of the wire. Several manufacturers developed alternatives ranging from the.XT process from Infineon, the SKiN technology from Semikron to the DBB technology from Danfoss, all of which are copper-based.
The DBB technology enables copper wire bonding on standard semiconductor chips. Thin copper foil (the bond buffer) is sintered on the topside semiconductor metallization upon which copper wire bonding can be attached. Sintering of both bond buffer and chip to the substrate is done in the same process step.
Danfoss Bond Buffer(DBB) enables power cycling capabilities that are 15 times higher than seen in Al wire-bonded power modules. This lifetime benefit can be used to operate at higher junction temperatures without the need for current derating. Increased power cycling capability also reduces the semiconductor area inside a power module leading to reduced cost. Key is the robust top-side copper to copper contact with lower thermo-mechanical stress as well as lower steady-state and transient thermal resistance because of the increased contacting surface. The electrical characteristics are improved as well as the copper foil on top of the die reduces voltage drop and adds thermal buffer and heat spreader. Therefore, conduction losses are reduced and short circuit properties are improved (12).
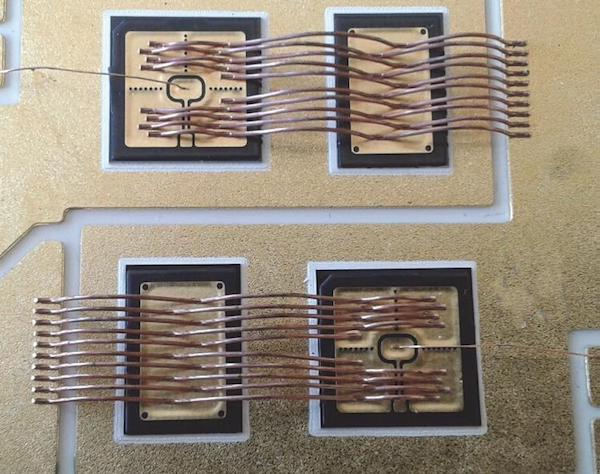

Figure 1: The DBB® principle.
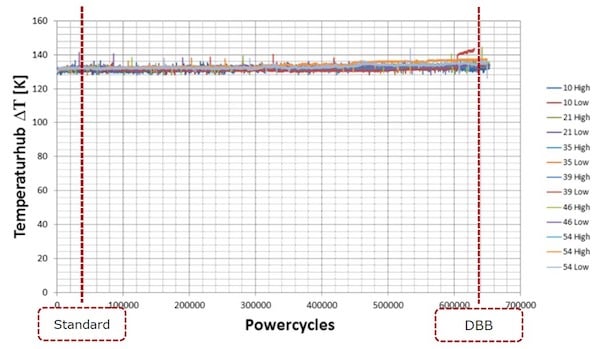
Figure 2: Proven power cycling performance with copper wire-bonds and DBB
Simulations and measurements have proven that the limits for the “lifetime – output current tradeoff” have been pushed. This means that the lifetime improvement for DBB over standard wire bonding combined with the improved thermal performance of SP3D over pin fin coolers, give an increase of output current of 20-30% over the state-of-the-art automotive traction modules using comparable semiconductor areas. Automotive traction power electronics lifetime requirements have increased dramatically over the last decades as illustrated in the chart below.
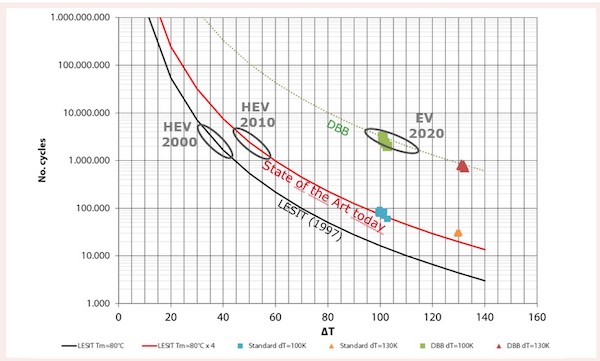
Figure 3: Higher ΔT at an uncompromised lifetime.
During the year 2000, standard aluminum wire bonding with soldered chips provided sufficient reliability to fulfill automotive lifecycle requirements. During the following decade, the continuous process improve-ments in the wire bonding technology proved adequate to fulfill the increased performance requirements. But the leap in performance requirements from 2010 to 2020 is so extreme that standard bond-ing and joining technologies are out of the picture. The improved reliability of DBB, with a power cycle capability 15 times higher than state of the art technology, meets the requirements, and thus, is the solution for the future.
ShowerPower and SP3D®ShowerPower
ShowerPower and SP3D ShowerPower is a liquid cooling concept designed for direct liquid cooling of flat baseplate based power modules. ShowerPower cool-ers for standard modules, like the P3 module and EconoPlus modules, have been in production for the last decade. ShowerPower coolers are widely used in industrial and renewable applications. More specifically, more than 30GW of renewable power conversion capability is today cooled by ShowerPower. Furthermore, ShowerPower has a flawless track record for more than 10 years with no failures due to cooling, coolant leakage or clogging.


Figure 4: ShowerPower® for the EconoPlus module and for the P3 module.
![Figure 5: The bypass [13].](https://eepower.com/uploads/thumbnails/1557-3387-danfoss-silicon-power-gmbh.jpg)
Figure 5: The bypass [13].
The key advantage is highly efficient direct liquid cooling without temperature gradients across the power module baseplate. The core of the concept is a part comprising several meandering cool-ing channels that guide the coolant along the surface to be cooled. Because of tolerance issues, there will be a small gap or bypass between the ShowerPower® insert and the surface to be cooled. The gap is a few hundred microns wide. CFD investigations have demonstrated that a bypass of 200-500μm improves the thermal performance and reduces the differential pressure drop. The exact value depends on the current design boundary conditions and design goals.
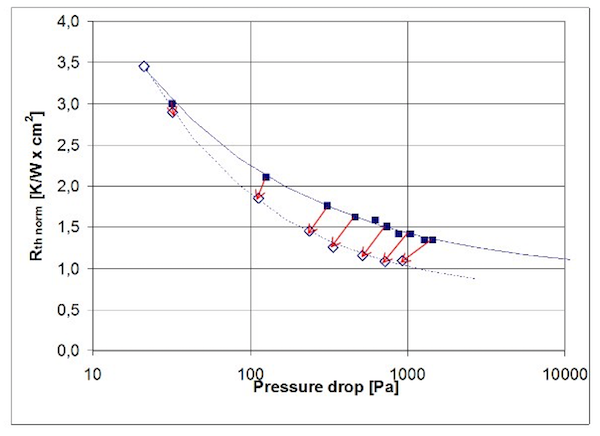
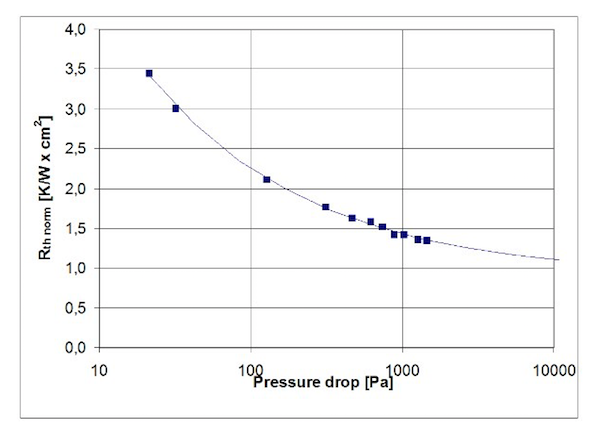
Figure 6: CFD simulations on a family of meander channel geometries, without and with a bypass.
As seen in Figure 6, the bypass has a positive impact.
![Figure 7: Swirl effect in rivers [14].](https://eepower.com/uploads/thumbnails/1557-3390-danfoss-silicon-power-gmbh.jpg)
Figure 7: Swirl effect in rivers [14].
One explanation for the improved performance is the swirl effect in the cooling channels. The flow in the channels is laminar because of the relative low Reynolds numbers. This is good from a pressure drop perspective but not so good regarding cooling efficiency because of the classical build-up of boundary layers that inhibit effective heat transfer. But the changes of direction of the flow force the fluid flow into rotation, or swirl, due to the conservation of momentum. The phenomenon is often observed in rivers. Though in the small meandering channels seen here, the effect is difficult to observe. The bypass creates a flow transverse to the flow direction in the meandering channels thereby amplifying the swirl effect, see the figures below; this means that cold coolant is constantly brought in contact with the surface to be cooled.
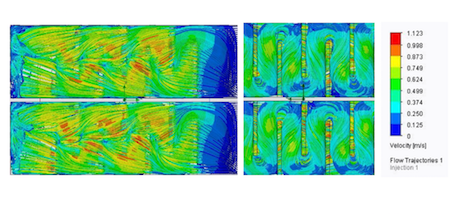
Figure 8: Left: flow through the bypass; right: underside view of the channels. Colors depict velocities
Enhancing the efficient cooling area by transferring the meandering channels from the plastic part to the baseplate itself almost doubles the effective heat transfer coefficient and thereby reduces the thermal resistance junction to coolant by 25%. This also offers a current car-rying capability that is roughly 25% higher than for standard Shower-Power. The concept is called ShowerPower 3D or SP3D for short. Further information on ShowerPower and SP3D can be found here (15-24).
Figure 9: Power module with SP3D baseplate.
The SP3D® concept offers several benefits compared to other liquid cooled power module e.g. pin fin coolers. The parallel cooling principle eliminates temperature gradients associated with the serial cooled pin fin concept. It also allows for tailoring the cooling e.g. focus cooling efficiency at local hot spots, a feature that is not possible for the pin fin concept due to “shadowing” effects. The walls of the SP3D® cooling channels also bring a considerable extra amount of mechanical stiffness to the module compared to the pin fin allowing for high pressures and pressure pulses in the cooling system.

Figure 10: Transparent CAD picture visualizing the parallel flow of the coolant
Transfer molding technologyCombining DBB® and transfer molding technologies allows for higher junction temperatures and more extreme temperature cycling than standard bonding and joining- and housing technology. Power density can be increased, and the extra power generated can be dissipated by SP3D® cooling. The bottleneck is no longer the die solder joint and the soft gel, but the chip itself. So, with DCMTM 1000 the scene is set for applying wide bandgap devices that allows for higher junction temperatures.
Electrical Technology
To meet future challenges with hardware and quality-related topics the DCM™1000 is designed, built and certified in accordance with the LV324 automotive standard. The DCM1000 technology platform is truly flexible since optimized to utilize Si and hybrid modules (Si IGBT’s and SiC diodes) and pure SiC semiconductors while keeping the same footprint. In Figure 11 a comparison of the output current is shown. It is evident that the module performance is enhanced while different semiconductors are utilized, Si chipset delivers great performance, especially with DBB a huge increase in a life time can be achieved. A hybrid chipset offers even more current performance because the Eon losses of the IGBTs are significantly reduced due to SiC Diode. A SiC chipset outperforms every Si or SiC variant at comparable operating points. Furthermore, the junction temperature can be higher compared to Si, i.e. during short boost phases. According to application need, the diverse chipset ensures maximum efficiency and cost-optimal, at the different given operating point considering the stringent inverter requirements.
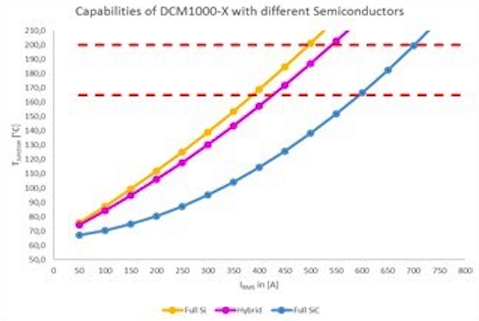
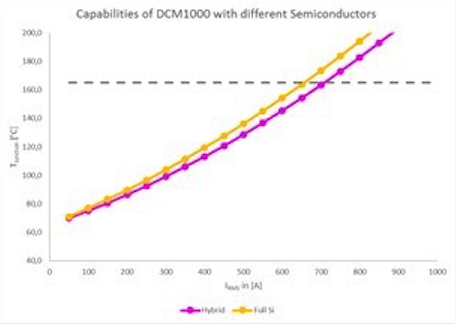
Figure 11: Impact of utilizing different semiconductor technologies.
The module are scalable in order to meet the different voltage classes, covering the different BEV/HEV inverter voltage classes (VDC,Link =450-900V) resulting in blocking voltages of 750 to 1200V while having a different output current classes 350 to 650A. The nominal output current is defined for fsw=10kHz, Tcoolant=65°C @ 8L/min, m=cos(phi)=1, Tj,op=165°C, note that the junction temperature is only achievable by utilizing the DBB.The definition of the nominal operating point is of great importance since the boundary conditions have a great impact on the module performance. The impact of the alternating boundary conditions on the nominal output current of the module is shown in Figure 12 and Figure 13.

Figure 12: Impact of the switching frequency on the nominal output current.
The coolant can be varied with 2 parameters, the coolant temperature, and coolant flow rate. The impact of coolant temperature is quantified in Figure 13.
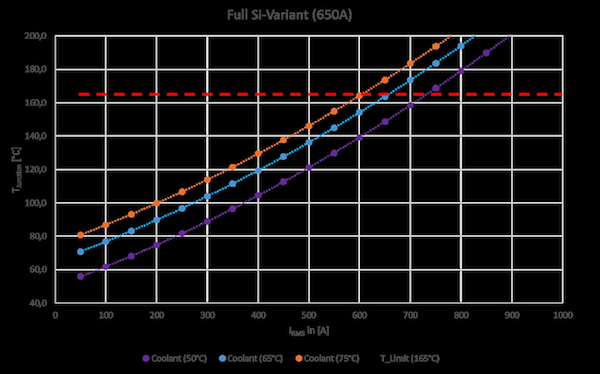
Figure 13: Impact of coolant temperature, here @ 10kHz switching frequency and 8L flow rate.
Any customization of the DCM1000 technology platform, like differ-ent semiconductor brand or type, different connector to fit the exact customer needs of the different traction inverters is an option on request. Easy integration DCM1000’s compact form factor makes system integration easy and offers a range of mechanical designs to optimize the inverter design. Possible configurations range from simple planar assemblies to advanced 3D setups - a few examples are shown below.
The standard planar configuration with three modules placed in a row. The cooler is a laboratory design, placement of flow inlet and outlet is flexible.
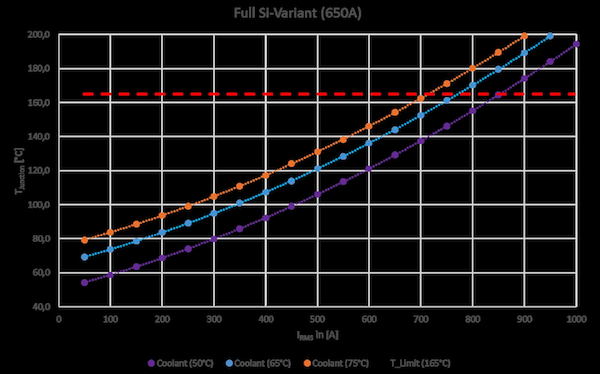
Figure 14: Impact of coolant temperature, here @ 6kHz switching frequency and 10L flow rate.

Figure 15: Planar configuration
The circular configuration offers the opportunity for easy integration of the DC-link capacitors for low stray inductance and high symmetry in switching. A laminated busbar, shown in Figure 16, connects the power modules to the capacitors.

Figure 16: Circular configuration.
The three modules are assembled on a triangular cooler on top of the DC-link capacitor in Figure 17. For larger motors the modules can be coupled in parallel; the example below shows six modules placed on the inside of the stator of the motor.
Danfoss’ DCM 1000 is the next generation technology platform for automotive traction inverters.

Figure 17: Triangular configuration.
The technology platform is well-defined, based on known and proven technologies, and yet open enough to be scalable and customized to meet specific requirements. In addition, the technology platform is versatile in application and performance as a consequence of combining materials and technologies in the best possible way. Qualification tests according to LV 324 and openness to any automotive-qualified semiconductor reduce the risk of failure and allocation.
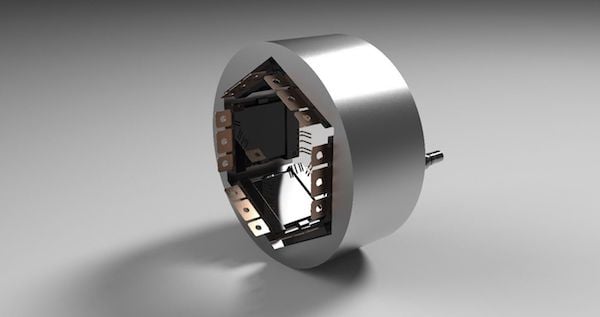
Figure 18: Motor configuration, the modules are placed on the inside of the stator.
With the introduction of DCM1000 technology platform, Danfoss Silicon Power further strengthens it’s customized power module offering. The DCM™1000 will be on display at APEC. Visit the Danfoss Silicon Power booth for a first impression and introduction.