Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinHigh Current Welding Diodes for Demanding Industrial Applications
This article highlights ABB welding diodes that is designed for such extreme load and set new power cycling records for all power semiconductor devices.
The specific requirements for resistance welding, even though it is not a high profile power electronics application, led to a continuous development of a family of application-specific devices. In this article, we’ll take a closer look at the application itself, the requirements the power semiconductors must meet the load cycle testing and the components which have been developed to meet these demands. Finally, trends in new product releases in the near future are discussed.
Resistance welding
Resistance welding is a technique used mainly for joining sheets of metal. It involves the generation of heat by passing a current through the contact resistance between metal surfaces. Small pools of molten metal are formed at the weld area when the high current is passed through.
Once the area is cooled down, a solid joint is established. Following Figure 1 is showing major real and parasitic resistances in the secondary loop of the weld transformer. It demonstrates the importance of excellent diode forward characteristics. The welding diode must have a low resistivity in the circuit to be successful in terms of efficiency and lifetime. Any additional losses lead to higher diode stress in the application.

Figure 1: Weld circuit resistance. The colors represent the different parts and their respective resistances
Compared to other welding methods, resistance welding is very efficient, as it causes little pollution and limited workpiece deformation. It has high production rates, can easily be automated and requires no filler materials. Therefore, it is used extensively in the automotive industry, as most cars have several thousand spot welds made by industrial robots.
Welding circuit principle
The electrical circuit of the resistance welding system consists of 4 parts as shown in Figure 2:
- A frequency converter, which generates a single-phase, quasi square wave voltage and current of the wished frequency from a 3-phase sine wave. Typically, welding units are assembled together with the IGBT inverter. The output from the inverter is connected to the primary side of the transformer. The wave shape is a PWM rectangular pulse pattern with the typical frequency of 1 kHz and an amplitude of 560 V.
- A transformer with a secondary voltage in the range of 6 – 20 V, with 10 V is the most common. The secondary current is often in the range of 10 – 20 kA but can be even higher for Aluminium welding.
- A diode rectifier to convert the quasi-square wave current to DC current. This is done since the welding quality is much better when using DC instead of AC. The connection of choice is type M2 to reduce the number of diodes required for the rectification. When higher currents are needed, the capability is increased by having two or more diodes connected in parallel.
- A welding gun with water-cooled electrodes between which the metal sheets to join are pressed.

Figure 2: A typical welding circuit
Required performance of diodes for welding applications
For each car model, a customised welding system is designed. In the automotive industry, the transformer, the rectifier and the welding gun are often placed on a robot arm. Thus, size and weight is of great importance. Since increased frequency reduces the size of the transformer at equal power, the trend is to increase the frequency from the 1 kHz used today to about 10 kHz or possibly even 20 kHz.
Specific materials also need specific weld sequence and requirements. Each material has a so called plastic temperature range where it can be easily deformed, melted and joint under applied force. Steel materials and alloys feature a wide plastic temperature range and thus are easy to fusion weld.
On the other hand, pure metals like copper and aluminum, which are highly conductive (thermally and electrically), have a narrow plastic temperature range. They require more precise timing, short weld time and higher current levels (see Figure 3). Therefore, new 10 kHz welding systems were developed. All presented application aspects are reflected in the features of ABB welding diodes.

Figure 3: Weld parameters, specific material requirements
Load cycling capability
Application success in resistance welding equipment highly depends on the right choice of the welding diode and its correct operation. Each welding cycle represents a load cycle for the diodes and the expected lifetime is generally 10 million cycles or even more. This means that the load cycling capability of the diode is crucial for the choice of component and this capability is determined by the temperature swing the diode undergoes during the cycle.

Figure 4: Diodes are stressed by regulated short circuit during weld spot.
To keep the temperature swing as low as possible during the welding cycle, the diodes must be designed for lowest possible losses and thermal impedance. During one weld spot the diode is stressed by fast current pulses (1kHz range) reaching from 10 to 50kA and lasting hundreds of milliseconds.
Junction temperature
The junction temperature is rapidly raising at that time, usually up to Tjmax (180°C). In summary, a welding diode operation is a combination of surge current, fast commutation and frequency load. The diode lifetime also strongly depends on construction of the diode, used materials and its fabrication quality.
ABB diodes combine all needed features for such extreme load and set new power cycling records for all power semiconductor devices in general.

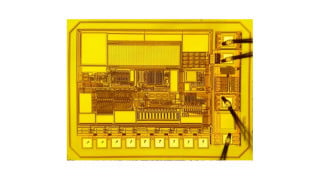
Figure 5: Welding diodes from ABB
| Standard WDs (up to 2 kHz) | IFAVM (A) | Package* (mm) |
| 5SDD 71X0400 | 7110 | 61 / 44 |
| 5SDD 71B0400 | 7110 | 63 / 44 |
| 5SDD 0120C0400 | 11350 | 75 / 57 |
| 5SDD 92Z0401 | 9250 | 53 / 47 |
| 5SDD 0105Z0401 | 10502 | 56 / 50 |
| 5SDD 0135Z0401 | 13500 | 64 / 57 |
| High Frequency WDs (up to 10 kHz) | IFAVM (A) | Package* (mm) |
| 5SDF 63X0400 | 6266 | 61/44 |
| 5SDF 63B0400 | 6266 | 63/44 |
| 5SDF 0102C0400 | 10159 | 75/57 |
| 5SDF 90Z0401 | 9041 | 53/47 |
| 5SDF 0103Z0401 | 10266 | 56/50 |
| 5SDF 0131Z0401 | 13058 | 64/57 |
VRRM = 400 V
* Note: maximum diameter / pole-piece diameter
Table 1: ABB’s Welding Diodes portfolio
ABB welding diodes
ABB has developed a comprehensive welding diode range that is shown below in Figure 5 and Table 1. We are offering standard welding diodes in hermetic package or even thinner versions called housing-less diodes. In this configuration, the welding diode Silicon chip is bonded in one robust thin sandwich together with double side molybdenum discs and top copper electrode. This thin housing has the advantage of an even lower thermal resistance. An added advantage is the small size and low weight of the diodes, a welcome feature for equipment mounted on a robot arm.
Diode Sandwich Structure
The diode sandwich structure is proven by many power cycling tests done by ABB R&D testing laboratory and worldwide cooperation with main players in resistance welding applications. The successful diode testing were reaching significantly over 10M cycles without failed diodes or weld parameters degradation.
To meet the demands of higher frequencies, a new group of high-frequency welding diodes with high current capability combined with excellent reverse recovery characteristics was developed. These new features will enable operation with high efficiency at frequencies around 10 kHz.
The welding Diode represents the most stressed component in the application. Diode reliability and lifetime performance represent a key factor for application success. ABB welding diodes are considered as a worldwide benchmark.
About the Author
Ladislav Radvan is an inventor who also work at ABB s.r.o. Semiconductors, in which ABB is a technology leader that is driving the digital transformation of industries. With a history of innovation spanning more than 130 years, ABB has four customer-focused, globally leading businesses: Electrification, Industrial Automation, Motion, and Robotics & Discrete Automation, supported by the ABB Ability™ digital platform. ABB’s Power Grids business will be divested to Hitachi in 2020. ABB operates in more than 100 countries with about 147,000 employees.
This article originally appeared in the Bodo’s Power Systems magazine.