Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinImproved TO-247PLUS Discrete Package Solution for High Power Applications
A discrete device mounted on a water-cooled heat sink via direct copper bonding is one solution available to design engineers, assuming the discrete device can be mounted like a surface-mounted device.
This article is published by EE Power as part of an exclusive digital content partnership with Bodo’s Power Systems.
High-power applications demand high power density and reliable power semiconductors at a reasonable cost. Discrete devices lower the total cost of the solution but have to withstand high thermal requirements during heavy load cycles. To support such requirements, power semiconductors should have low overall losses, use the largest chips available in a standard package, and have a good cooling system.

Image used courtesy of Freepik
A discrete device mounted on a water-cooled heat sink via direct copper bonding (DCB) is one solution available to design engineers, assuming the discrete device can be mounted like a surface-mounted device (SMD).
Reflow Soldering of TO 247PLUS Discrete Package
A TO-247PLUS is an ideal package that can house large chips [1] required for high-power density solutions. To maximize its thermal performance, a low thermal resistance is required from the device chip to the cooling system. One solution is to solder the backside of the package to a water-cooled heat sink via a DCB. As a standard through-hole device (THD), which is recommended for wave soldering, improvements were made to the package to withstand the reflow soldering process. The improved version of a TO-247PLUS package was designed and qualified according to standard JEDEC J-STD-020E.
Simulation Results: The Effects of Different DCB Materials on System Thermal Impedance
Several simulations were done during the course of the development of the TO-247PLUS SMD package. The device considered in these simulations uses the largest chip size that can fit into a TO247PLUS package. To see the advantages of using a reflow-solderable TO-247PLUS, the thermal resistance of the total system must first be validated.
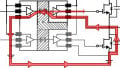
Before proceeding with reliability tests on the device assembled on a DCB, thermal simulations using the finite element method (FEM) software, Ansys, were performed. They give a first indication of the thermal performance of the system for different types of DCB materials. To simplify the DUT model, the wiring was omitted since the simulation was focused on the junction-to-ambient thermal flow. The DCB used two copper layers with an Al2O3 ceramic material between the layers. The material thickness of the three layers used for this model were 0.3 mm Cu, 0.38 mm Al2O3, and 0.3 mm Cu, respectively. The DUT was soldered to the top Cu DCB layer with an 80 µm SAC alloy, while the bottom copper of the DCB was soldered to a copper baseplate. The simulation results were then compared to real values. Figure 1 illustrates the simulated system.

Image used courtesy of Bodo’s Power Systems [PDF]
The thermal impedance was then determined based on the cooling curve after the chip had been heated up to 150°C for 20 seconds to reach a static heat distribution between the chip, DCB, and baseplate. Further tests were conducted using different sizes and thicknesses of the DCB copper. Solder quality was also considered to understand its’ influence on the overall thermal resistance of the system. Table 1 summarizes the simulated Rth(j-a) for different DCB materials.
Table 1. Summary of simulated Rth(j-a) of varying DCB materials and assembly process.
| Parameter | Rth(j-a) [K/W] | Difference [%] |
|
DCB size: - 20 x 23 mm DCB Cu thickness: - 0.3 mm Solder void: 0% Solder: - 80 µm SAC alloy |
0.292 | reference |
|
DCB size: - 28 x 32 mm |
0.288 | -1.4 |
|
DCB Cu thickness: - 0.2 mm |
0.294 | 0.7 |
|
Single solder void: - 10% |
0.323 | 10.3 |
|
Silver sintering: - 25 µm thick |
0.280 | -4.1 |
Increasing the DCB size can reduce the system thermal impedance while reducing the thickness of the copper of the DCB increases the Rth(j-a). A critical parameter is the single solder void, at which a considerable increase in Rth(j-a) was seen. To improve the strength and quality of the connections between DUT, DCB, and baseplate, and overall thermal performance, one should consider using silver sintering as opposed to the soldering process.
Thermal Performance in Inverter Application
To assess the thermal performance of the TO 247PLUS SMD package, tests in high currents were done in an inverter application. DUTs were assembled in a DCB and tested under application-relevant conditions. The test samples used in these evaluations were a 750 V/ 200 A EDT2 IGBT co-packed with a 200 A EmCon3 diode in a TO-247PLUS SMD package, designed for main inverter systems, particularly found in construction, commercial, and agricultural vehicles (CAV) applications. EDT2 IGBT technology has a micropattern trench field stop, which reduces significant conduction and turn-off switching losses optimized for switching frequencies in the range of 10 kHz. Figure 2 depicts the test assembly of the DUT in a DCB mounted on a baseplate.
Two devices are connected in parallel in a B6 configuration for a total of twelve test samples. All DUTs are reflow-soldered to a DCB and mounted to a water-cooled baseplate. The load is a permanent magnet motor. Thermocouples were used to monitor the device temperature, baseplate, and the water inlet/outlet. The bus voltage for this inverter was set at 310 V, while the water temperature was set at 27°C.

Figure 2. Test assembly. 12 units (750 V/ 200 A EDT2 IGBTs) mounted to a DCB with a water-cooled baseplate. Image used courtesy of Bodo’s Power Systems [PDF]
The thermal test involves an application situation under the worst conditions. At low switching frequency, the inverter operates at each of its phase legs to conduct high peak currents for an extended time. If the cooling design is not appropriate, the IGBT/diode will be heated up, possibly to a temperature that exceeds that of the chip.
Figure 3 shows a sample current waveform, which is the equivalent of a rotor locked at 4 kHz. A rotor lock for a motor is comparable to a short-circuit test. The measured peak-to-peak current of the inverter output is at 1092 A, resulting in a 315 A RMS current. This is basically a reactive current since it is operated at no load, and the output frequency is very low at 1 Hz. When loading the inverter with around 500 A to 1000 A for a certain duration, the maximum temperatures of the test devices were measured.

Figure 3. Peak-to-peak output current waveform of the inverter. Image used courtesy of Bodo’s Power Systems [PDF]
Table 2 lists the loading currents and durations corresponding to an inverter operating at 10 kHz. At a 986 A peak-to-peak current, which corresponds to an RMS current of 284 A, a duration of 24 seconds will heat the DUT up to a maximum temperature of 112°C. Considering inverters that operate at a switching frequency of 4 kHz, table 3 lists the equivalent loading currents and duration in a rotor-locked condition. At a 1092 A pk-pk current, which corresponds to an RMS current of 315 A, a duration of 1 minute will heat the DUT up to a maximum temperature of 105°C. All resulting DUT maximum temperatures are well within the devices’ maximum allowable operating junction temperature of 175°C.
Table 2. Maximum DUT temperature equivalent to a rotor lock operation at a switching frequency of 10 kHz.
| 200 A loading test of two parallel components – 10 kHz | |||
| pk-pk Current [A] | RMS Current [A] | time | Max temp. [°C] |
| 520 | 150 | 10 min | 100 |
| 600 | 173 | 2 min 30 s | 107 |
| 824 | 236 | 34 s | 108 |
| 986 | 284 | 24 s | 112 |
Table 3. Maximum DUT temperature equivalent to a rotor lock operation at a switching frequency of 4 kHz.
| 200 A loading test of two parallel components – 4 kHz | |||
| pk-pk Current [A] | RMS Current [A] | time | Max temp. [°C] |
| 540 | 155 | 10 min | 66.8 |
| 712 | 205 | 3 min | 81.2 |
| 920 | 266 | 1min 20s | 95 |
| 1092 | 315 | 1 min | 105 |
Summary
A TO-247PLUS SMD is the ideal discrete package for demanding applications that require high power density and reliable power semiconductors at a reasonable cost. The package is capable of reflow soldering to a DCB with no resulting delamination. This minimizes the thermal resistance from the device chip to the DCB substrate. Thermal simulations show that single soldering voids have a huge impact on the overall system thermal performance, while silver sintering can greatly improve system thermal conductivity. Application tests validated that the EDT2 IGBT co-packed with an EmCon3 diode in a TO 247PLUS SMD package meets the requirements of high power applications like CAV. A rotor lock test, which is comparable to a system short-circuit test, resulted in devices operating within the maximum allowable operating junction temperature.
References
[1] Infineon Technologies AG, “Application Note - TO-247PLUS.” 2017, Accessed: Sep. 13, 2021. [Online]. Available: https://www. infineon.com/dgdl/Infineon-Discrete_IGBT_in_TO-247PLUS-ANv02_00-EN.pdf?fileId=5546d46249cd10140149e0c7fe9d56c7
[2] Infineon Technologies AG, “Additional Information - Recommendations for Assembly of Infineon TO Packages.” 2013, Accessed: Sep. 13, 2021. [Online]. Available: https://www.infineon. com/dgdl/Recommendations+for+Board+Assembly_TO.pdf?fil eId=db3a30433fa8a51a013fa8b4d1fe0011
This article originally appeared in Bodo’s Power Systems [PDF] magazine.