Facebook
Facebook Google
Google GitHub
GitHub Linkedin
LinkedinDCM Power Modules Enabling the Electrification of Drive Train Technology
This article highlights Danfoss Silicon Power DCM Power Modules as the next generation technology platform for automotive traction inverters.
“In the third quarter of 2018, global cumulative passenger electric vehicle (EV) sales hit four million. By the first quarter of 2019, sales of EVs are estimated to reach five million. Comparatively, it took five years to reach the first million sold passenger EVs in late 2015 [1]. With the current development – mainly driven by China – the share of electric vehicle sales today is growing exponentially and is anticipated to reach 50% of new car sales in 2040 [2].”
Electrification is disrupting the transportation sector with opportunities to enhance the flexibility, efficiency, and environmental performance. This would be true for almost any application or system – in particular for electric passenger vehicles, off-highway vehicles, and ferries.
Today, the transportation sector accounts for 25% of all CO2 emissions in Europe [1], and emissions regulations for transportation could potentially require reductions of more than 60% below 1990 levels by 2050 [1]. Therefore, electrification of transport is essential for meeting the European Union goals of decarbonization. Danfoss provides solutions for the next-generation hybrid- and full-electrification of marine vessels, off-highway as well as passenger and commercial vehicles, increasing fuel savings and energy efficiency.
For decades, Danfoss has enabled the world’s leading automotive manufacturers to deliver solutions designed to meet stringent efficiency, reliability, and cost targets, ultimately lowering the overall cost of the system.
For EVs, Danfoss has the technology portfolio to significantly contribute to the development and penetration of electric vehicles. Having announced our new DCM power module technology platform [3,4] for auto parts, this article presents the results found in hardware tests utilizing extreme load profiles.
DCM Automotive Traction Module Platform
Danfoss has introduced the Direct Cooled Molded (DCM™) module technology platform for traction applications in hybrid electric and battery electric vehicles as auto parts. The DCM1000 can accommodate up to 1000 mm² of semiconductor area.
The DCM1000 technology platform is truly flexible, optimized to utilize Si, SiC, or Si/SiC hybrid semiconductor setups. Si or SiC chips from various semiconductor manufacturers may be used. The DCM1000 is designed to meet the drivetrain power requirements, while being scalable in terms of different voltage classes of up to 900V blocking voltage, and output currents ranging up to 700A.

Figure 1. DCM1000 Application Kit, fully assembled.
Furthermore, the DCM platform was recently extended with DCM1000X family, utilizing the latest generation of 1200V SiC MOSFET or Si IGBT. Consequently, the 1000X platform is designed for drivetrains operating at DC-link voltages up to 950V and current ratings up to 600A.
The current ratings are scaled through the amount of semiconductor area and optimized by processes and material selection. The platform is designed to meet commonly applied HV auto parts and insulation requirements, e.g., LV123, IEC 60664-1 including safety margins for 950V DC-link voltage.
The DCM platform ensures versatility and flexibility allowing the customers to utilize scalable drivetrain inverter design approaches. Using the same package and footprint for different inverter power classes opens the possibility for scaling effects with the supporting hardware for OEM’s.
It is essential to keep in mind that drivetrain inverters are designed to operate under harsh conditions including high-temperature cycles, humidity, mechanical shock, and vibrations, resulting in significant challenges for the power module bonding and joining technology.
The DCM utilizes a specific transfer mold package material (epoxy-resin) for the power module. In combination with the Danfoss Bond Buffer® (DBB®) technology, the DCM platform reaches higher power cycling performance and longer lifetime. DBB consists of a sintered die attach and a sintered copper layer on the chip topside. The topside copper layer allows the use of copper wire bonding, improving current carrying capability and lifetime.
Furthermore, DBB enables stable operation at elevated junction temperatures. Sintered semiconductors combined with the copper bond buffer and copper wire bonding offers the highest power and temperature cycling capabilities, achieving up to 15 times higher lifetime than any other standard bonding and joining technology. All this contributes to satisfying the harshest operating conditions found in electric vehicles.
Being chip independent is one of the main differentiators that gives Danfoss the ability to select between a wide range of suppliers and offerings of suitable IGBTs, diodes, and MOSFETs. This enables Danfoss to provide the best suitable semiconductors while ensuring an optimized cost and supply security for our customer through multiple sources on-chip level. Through proven cooperation with several major semiconductor suppliers, Danfoss has ensured supply security and optimized topologies for the customers throughout the past decades.
Testing the DCM1000 Module
Following the module level tests previously presented [3,4], Danfoss performed inverter level tests with DCM1000 modules using the matching application kit. The kit contains all necessary functions to run as a demonstrator for double pulse and inverter level tests. It encompasses a reference gate driver, a suitable heatsink for direct liquid cooling and a low-inductive DC cap bank in addition to all necessary mounting hardware and gaskets required.
The users provide low-voltage control signals and the desired pulse pattern to the gate driver. For the gate control signals, the gate driver performs interlock protection to prevent unintended triggering of the upper and lower IGBT at the same time. If one of these conditions is met, a specific fault signal is set for higher level control.
There are several built-in protection features in the application kit. The integrated gate driver continuously monitors the DC-link voltage for a desaturation state of the device. The substrate temperature can be measured by utilizing different sensors.
A Pt1000 is included inside the modules and for the application kit, the module in middle position on the heatsink is measured and connected to a circuit on the gate driver. The galvanic isolation of the temperature signal is included directly on the gate driver board, which makes it easy for the user to record temperatures during testing.
The gate driver board has pre-selected gate resistor values that utilize the low loss and fast switching behavior of today’s latest generation of automotive power semiconductors. Verified through testing, a safe turn-off under short-circuit conditions is ensured. The module is protected against short-circuit and limiting of the overvoltage during short-circuit turn-off is done with an active clamping circuit. The gate driver has all basic functions for a quick and simple integration of the application kit into a prototype testing environment. The Danfoss provides further documentation regarding the interfaces and functionality of the gate driver together with the application kit.
For cooling, the demonstrator takes advantage of the unique ShowerPower®3D concept of the DCM platform. Three channels in the baseplate guide the water directly below the heat sources ensuring a high uniformity of the temperature distribution across the module. Thermal gradients between single chips operating in parallel are practically eliminated.
Furthermore, ShowerPower3D is an integral part baseplate and serves also as a supporting structure, leading to a high level of mechanical stiffness of the module. This allows reduction of the baseplate thickness and improves the heat transfer, while still providing extra support for pressure pulses above the nominal system pressure without risk of spillage or unwanted warpage of the module.
The module is sealed with a double gasket and all clamping forces are applied directly onto the baseplate via clamping brackets. A redundant and reliable sealing is also included.

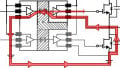
Figure 2. Coolant flow for a three-phase B6 configuration as in the application kit.
The fastening of the modules towards the DC capacitor bank is done with screws, for reasons of simplicity and ease of assembly. For series products, the interfaces can be customized, i.e. allowing for a welded interface towards the dc-link or press-fit connections on the sensing pins.
The capacitor bank itself is optimized for low inductance, to allow the user to fully exploit the fast-switching capabilities of the module. The three-terminal structure of the DCM™ platform, where the two outer terminals connect to DC positive, and the inner single terminal connects to DC negative further helps to reduce commutation inductance. The voltage rating of the capacitors of the application kit is up to 500Vdc continuously, which is in line with requirements for most current system voltages and fits well with the 750V IGBTs.
Achieved Results
Before investigation of PWM inverter operation, the commutation inductance was investigated. Using a single point of the voltage and current waveform for analysis is more sensitive to errors compared to an integral measurement method. The approach using the equation below provides better results.
$$L_{\sigma} = \frac{\int ^{t1} _{t0} \Delta U_{DS}(t) \cdot dt}{I_D (t1) - I_D (t0)}$$
with
$$\Delta U_{DS} = U_{DC} - U_{DS}$$
will provide better results.
From the switching waveform shown, a total commutation loop inductance of 7.85nH (module including dc-busbar and capacitor) was measured in the setup, proving that the DCM technology platform is perfectly suitable for fast switching semiconductors with special focus on SiC MOSFETs for future generations of drivetrain inverters.

Figure 3. DCM1000X turn-on transient, vertical black lines indicating integration limits. Test setup using a low inductance dc link capacitor rated 1000Vdc.
Following the component level test, the application kit based on DCM1000 power modules rated for 600A was investigated in a back-to-back test bench. The target was to validate design calculations, to prove output current performance, and to investigate switching and conduction losses. The inverter (DUT) was feeding a three phase ohmic-inductive load where a second unit, acting as rectifier, forces the energy back into the dc-link. Figure 4 shows the test setup utilized.

Figure 4. System level test setup.
The modules have been equipped with Pt1000 sensors mounted directly on the chip surface, allowing precise monitoring of IGBT temperature. The following electrical and thermal parameters have been used as boundaries: Vdc = 450V, fsw = 10kHz, PF = 1, m = 1, Tcoolant = 65°C, flow rate= 8 L/min.
Figures 5 and 6 show the measured data (top) compared to simulation results (bottom). Inverter output power exceeded 200kW in this test without reaching critical temperatures in the power module. Up to 600A true RMS, the chip temperature stayed below 150°C and with a SOA limit of 175°C allows some additional margins that can be used for transient overload conditions.

Figure 5. Chip temperatures for different operation points based on measurement.

Figure 6. Chip temperatures for different operation points based on simulation.
In addition, the accuracy of junction temperature simulation was validated. Maximum deviations found were in the range of only 4ºK, which is equal to around 5% relative error. See Figures 7 and 8.

Figure 7. Comparing deviations between measured results.

Figure 8. Comparing deviations between simulated results.
Hardware tests have proven the targeted output performance is achieved, allowing automotive drivetrain applications to fully utilize the power semiconductors without derating. The DBB technology ensures that the power cycling will not be critical to the bonding and joining technology inside the module and that the thermal stack will remain intact over the full lifetime of a vehicle.
The power losses and efficiency of the module were addressed with a power meter and a calorimetric measurement system. Figures 9 and 10 show power and power loss curve as well as the inverter efficiency ranging from 98% to 98.5% depending on operation point.

Figure 9. Measurement of power losses and efficiency - power vs. phase current.

Figure 10. Measurement of power losses and efficiency - efficiency vs. phase current.
Conclusion and Outlook
The Danfoss’ DCM is the next generation technology platform for automotive traction inverters. The DCM technology platform has been presented, and the performance of the modules mapped through experimental results. The DCM power modules with the unmatched performance, ensure future high-performance traction applications that can benefit from using this scalable power module platform, by offering full-scale performance and latest Si and SiC semiconductor technology for the best fit to requirements and use.
Danfoss has also introduced an application kit, offering customers an easy path to start testing and verification of drivetrain designs utilizing the DCM technology platform. To ensure and further strengthen Danfoss’ product, offering and ensuring continuous improvements that are planned to push the technology boundaries of DCM1000 to the limits for reaching 800Arms and beyond.
About the Authors
Max-Josef Kell is a research engineer at Danfoss Silicon Power. He graduated from the Georgia Institute of Technology with a Master of Science in electrical and computer engineering in 2011. He has been a research engineer since 2012.
Martin l Kristensen is a strategic marketing consultant at Danfoss Silicon Power. He holds a B.Sc in international business and an MSc in economics and business administration from the University of Southern Denmark.
Ole Mühlfeld is the director of application engineering at Danfoss Silicon Power. He has worked at Danfoss since 2012, beginning as an application engineer in automotive. He graduated with his degree in physics from Christian-Albrechts-Univerität zu Kiel in 2007 and stayed on as research staff until 2011.
Omid Shajarati is a product manager for Danfoss Silicon Power. He holds an MSc in electrical engineering - power electronics and drives, a graduate certificate in business administration from Syddansk Universitet, and a graduate diploma in business administration from Syddansk Universitet. He has been at Danfoss since 2002.
Robert Rösner holds a Dr. -Ing. in Electrical and Electronics Engineering. He is specialized in power electronics and silicon carbide technology. He currently works as the Principal Engineer at Danfoss Silicon Power since February 2018.
Tim Rettmann is the senior R&D engineer power electronics and applications. He served in the Garman Armed Forces where he completed his electrical technician apprenticeship and earned his degree in electrical engineering from Flensburg University of Applied Sciences in 2009.
References
- Bloomberg New Energy Finance
- European Commission Report Electrification of the Transport System 2017
- Bodos Power Magazine, “Next generation automotive traction power module” (2018); Omid Shajarati; Klaus Olesen; Norbert Apfel; Matthias Beck; Danfoss Silicon Power GmbH
- Bodos Power Magazine, “DCM™ 1000X - Designed to meet the future SiC demand of electric vehicle drive trains” (2018); By Omid Shajarati, Alexander Streibel and Norbert Apfel, Danfoss Silicon Power GmbH
This article originally appeared in the Bodo’s Power Systems magazine.